VIII. Bao bì Aseptic
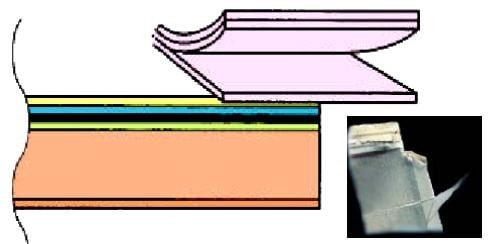
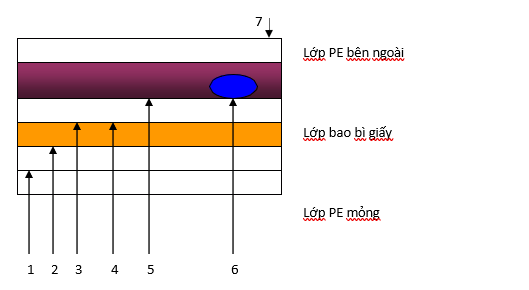
Vật liệu bao bì Tetra Pak là gì?
- Polyethylene – Bảo vệ khỏi độ ẩm từ bên ngoài.
- Giấy (Paper) – Tạo độ ổn định và độ bền.
- Polyethylene – Lớp kết dính.
- Lá nhôm (Aluminum Foil) – Ngăn oxy, giữ hương vị và cản ánh sáng.
- Polyethylene – Lớp kết dính.
- Polyethylene – Niêm kín chất lỏng bên trong.
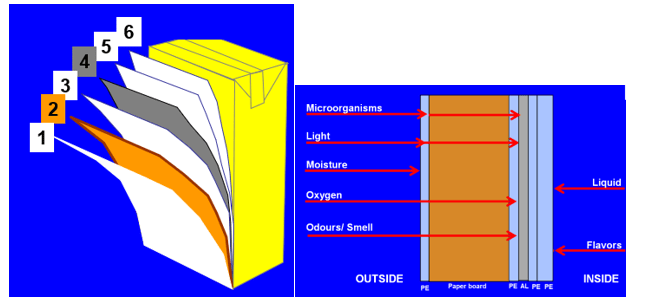
Bao bì TBA cung cấp sự bảo vệ hoàn toàn khỏi tái nhiễm vi sinh vật nhờ vào quy trình đóng gói vô trùng.
Đặc tính chống thẩm thấu cao của bao bì TBA đối với môi trường xung quanh thường làm chậm các biến đổi không mong muốn do tương tác với: không khí;khí ;mùi; ánh sáng.
Ưu điểm của dạng ống/cuộn (Roll/Tube Concept):
- Tiết kiệm không gian trước và sau khi rót đầy
- Toàn bộ bề mặt của vật liệu bao bì được tiệt trùng
- Hệ thống chiết rót đơn giản mang lại mức độ vệ sinh cao
- Bao bì được rót đầy hoàn toàn, đảm bảo chất lượng sản phẩm cao và khả năng phân phối tốt
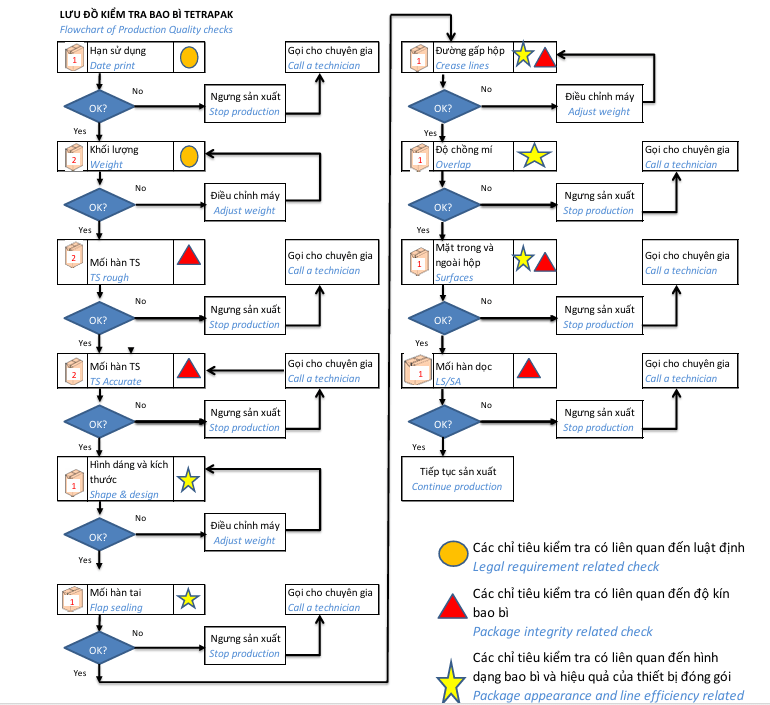
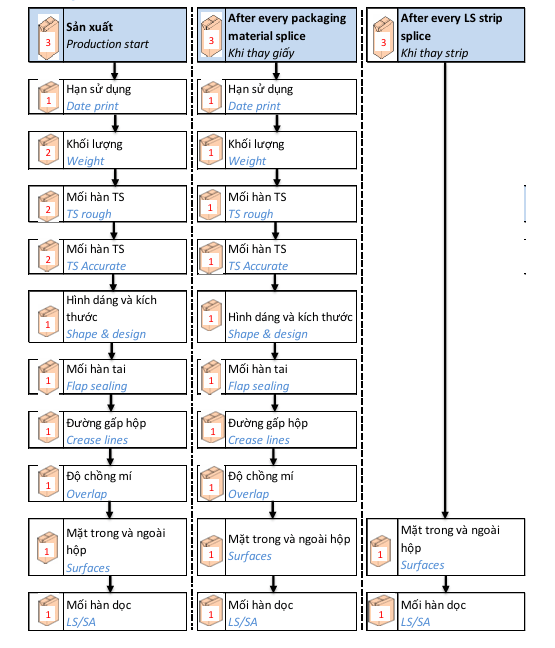
IX.Kiểm soát chất lượng bao bì Tetra Pak
A. Lưu đồ kiểm tra bao bì Tetra Pak
 B.Các chỉ tiêu kiểm tra
B.Các chỉ tiêu kiểm tra
Chuẩn bị
Kéo cắt giấy loại lớn
Cân điện tử
Viết lông không xóa
Kim tiêm
Thước kẹp
Dung dịch 1% NaCl /
Mực đỏ (1.5% Erythosyne trong 100ml Isopropanol)
1.Kiểm tra việc in hạn sử dụng
Hạn sử dụng phải đúng vị trí, không được xiên xóe, nét in phải rõ ràng
Đúng ngày tháng năm
Hạn sử dụng không được in chồng lên lỗ để ghim ống hút
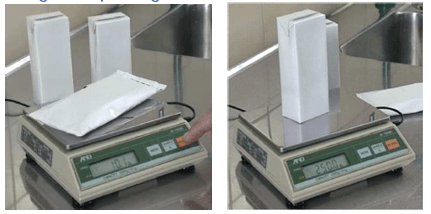
2.Kiểm thể tích sản phẩm trong hộp
Cân hộp vừa chiết ra.
Số lượng sốlượng theo AQL
3.Kiểm tra độ kín mối hàn TS – Kiểm thô: (TS – Rough check)
-
Kiểm tra độ kín của các mối hàn ngang tại đáy và đỉnh hộp bằng cách dùng tay bóp nhẹ hộp.
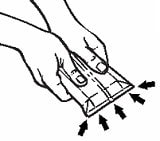
- Các điểm cần chú ý là: Các góc hộp; Đoạn giao nhau TS – LS; Các góc chữ thập tại vị trí TS – LS
- Nếu có bất kì sự rò rỉ sản phẩm nào, báo cho nhân viên vận hành ngưng máy kiểm tra lại.
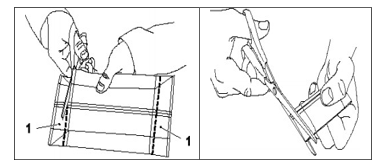
4.Kiểm tra độ đảm bảo của mối hàn TS – TS Accurate check
- Cắt hai mảnh rộng 25mm tại đỉnh và đáy của mối hàn ngang theo hình vẽ
- Rửa và làm khô hai mảnh cắt từ đáy và miệng hộp.
- Cắt 2 bên hông của mỗi mảnh khoảng 1mm theo chiều vuông góc với TS
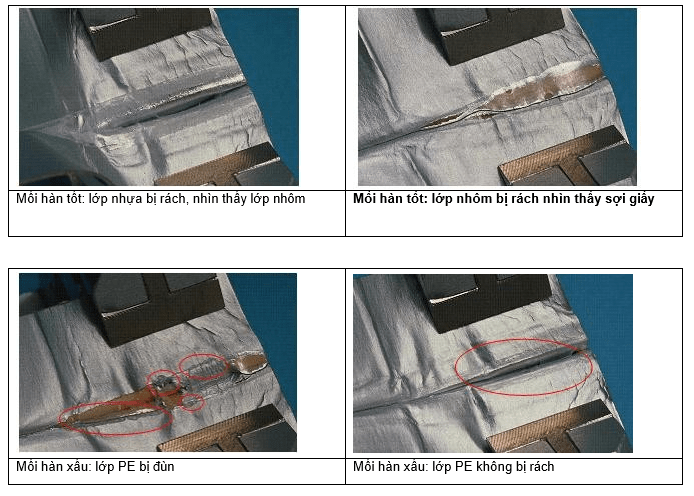
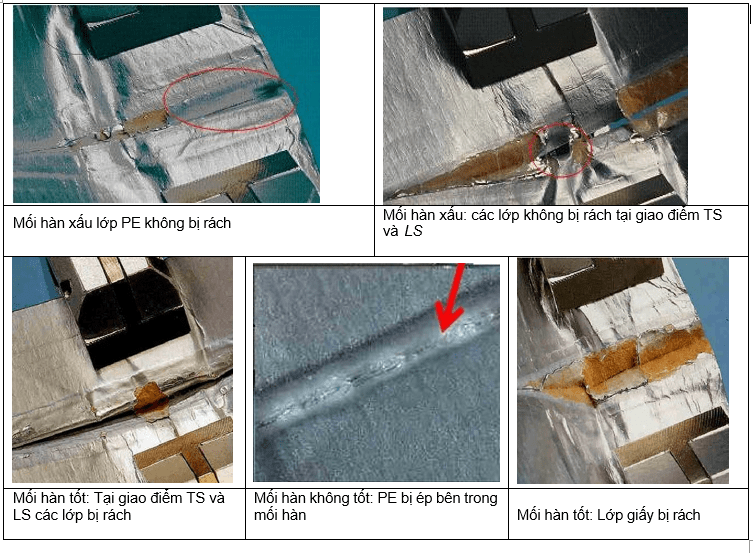
Đánh giá mối hàng ngang TS
- Kiểm tra 2 điểm quan trọng đó là nơi mối ghép theo chiều dọc chồng lên mối ghép theo chiều ngang (cả dưới đáy và miệng hộp) và 4 góc của hộp có bị xì, hoặc yếu không
Mối ghép đƣợc chấp nhận khi:
- Lớp PE bị đứt dọc theo mối hàn
- Mối ghép còn nguyên vẹn nhưng rách một phần giấy phía bên đối diện, nhìn thấy sợi giấy dọc theo mối hàn
- Mối ghép còn nguyên vẹn nhưng phần joint nối bị đứt ra và lớp nhôm vẫn còn nguyên
- Mối ghép còn nguyên vẹn nhưng 1 lớp nhựa joint bị đứt ra (lớp còn lại vẫn nguyên vẹn)
- Tại giao điểm của TS và LS, các lớp bên trong bị rách
Mối ghép không được chấp nhận khi:
- Mối ghép không đạt nếu có hiện tượng nhựa bị đùn và chảy tại mối hàn. Đây là lỗi do quá nhiệt
- Mối ghép không đạt nếu mối ghép quá yếu, hai lớp nhựa tách rời ra hoàn toàn với nhau. Nguyên nhân có thể là do nhiệt độ quá thấp
- Mối ghép không đạt lớp PE không bị rách, mối hàn yếu hơn giấy nguyên liệu
 5.Kiểm tra kiểu dáng và kích thước hộp (Shape and Design)
5.Kiểm tra kiểu dáng và kích thước hộp (Shape and Design)
Đỉnh hộp-Top Crease
Kiểm tra hình dáng của bao bì
Kiểm tra các đường đã dập định hình từ trước của giấy có được gấp đúng theo đường gấp đỉnh hộp không
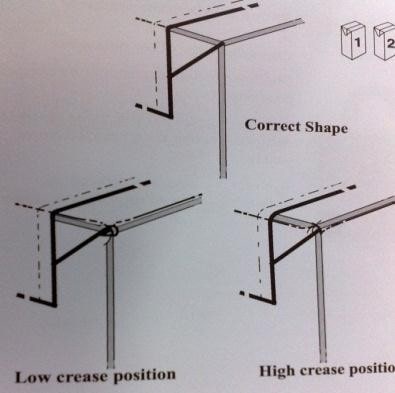
Đáy hộp – Bottom crease
- Kiểm tra hình dáng của bao bì
- Kiểm tra đường line đáy có đúng vị trí không
- Nếu vị trí các đường line không đúng, báo nhân viên vận hành chỉnh máy
 6.Kiểm tra mối hàn tai/ Flap sealing
6.Kiểm tra mối hàn tai/ Flap sealing
- Mở các tai của hộp ra và kiểm tra xem nó đã được hàn chắc chắn hay chưa
- Nếu chưa, thông báo vận hành chỉnh máy

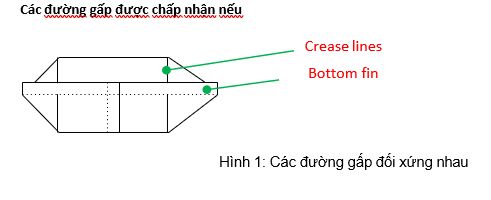
7.Kiểm tra các đƣờng gấp đáy hộp – Crease lines
- Mở các tai hộp
- Nâng cạnh sườn của đáy hộp lên theo phương thẳng đứng
- Kiểm tra vị trí của các đường gấp sẵn từ bao bì
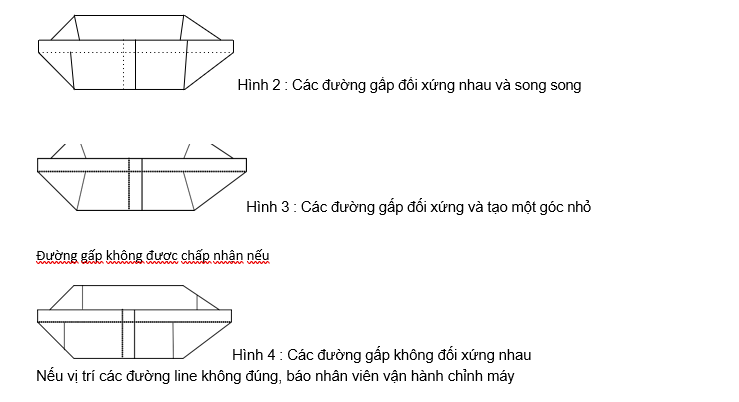
Các đường gấp được chấp nhận nếu
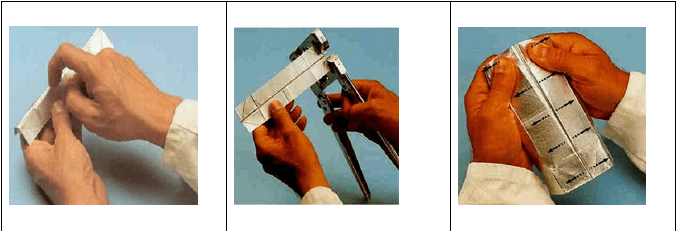
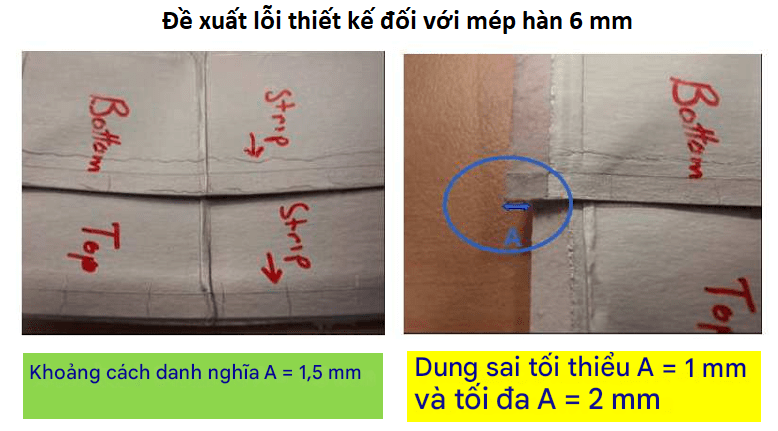
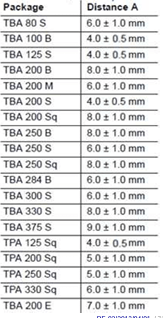
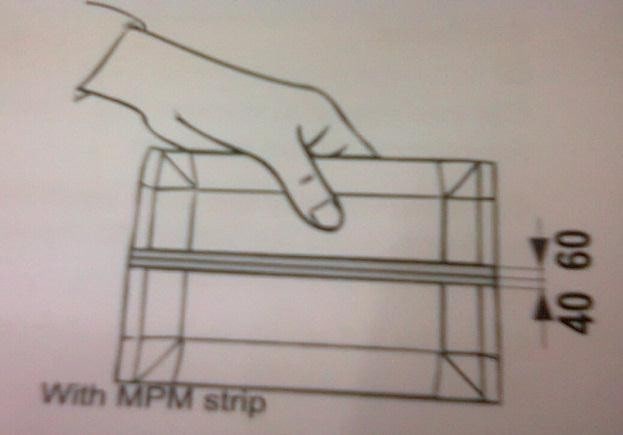
8. Kiểm tra độ chồng mí – LS overlap
Kiểm tra bề dày A của phần chồng mí LS. Nếu A không nằm trong mức qui định, báo vận hành chỉnh máy
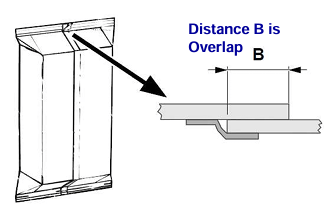
Tùy loại hộp sẽ có mức LS phù hợp
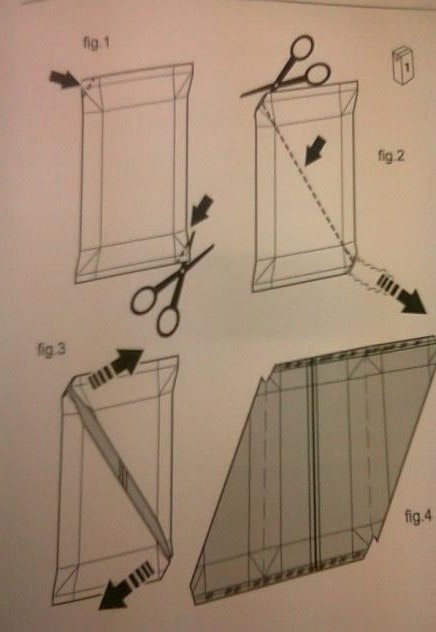
-Cắt hai góc đối diện của bao bì và bỏ phần sản phẩm trong bao bì
-Cắt một đường xiên tại mặt trước của bao bì, từ góc thấp đến góc cao
-Xé mối hàn TS và mở bao bì ra
-Rửa và làm khô bao bì
-Kiểm tra bề mặt bên trong và bên ngoài của bao bì xem có vết trầy xước hoặc các lỗi nào khác mà có thể thấy được bằng mắt thường không. Các vết trầy xước sâu ở bể mặt bên trong là nguyên nhân gây những vấn đề về độ kín bao bì.
9.Kiểm tra mối ghép dọc – LS strip application checking
Tính đối xứng của mối hàn LS – LS strip symmetrisation
Kiểm tra tính đối xứng của Strip.Nếu tỷ lệ dao động 4/6 đến cân đối 5/5 là đạt
Kiểm tra xem để đảm bảo không có vết phồng dộp nào trên bề mặt đã gia nhiệt của mối hàn
Cắt giữa mối ghép từ miệng xuống đáy hộp
Gỡ lớp chông mí dọc theo bề mặt bên ngoài của bao bì. Nếu có bất lỗi nào của phần chồng mí này được tìm thấy, phải báo vận hành chỉnh lại máy.
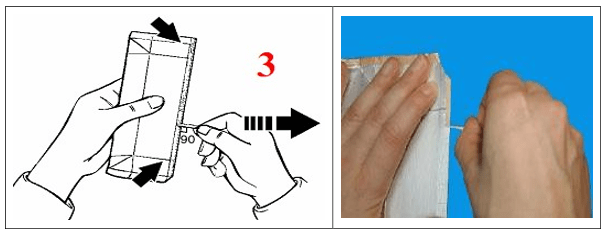
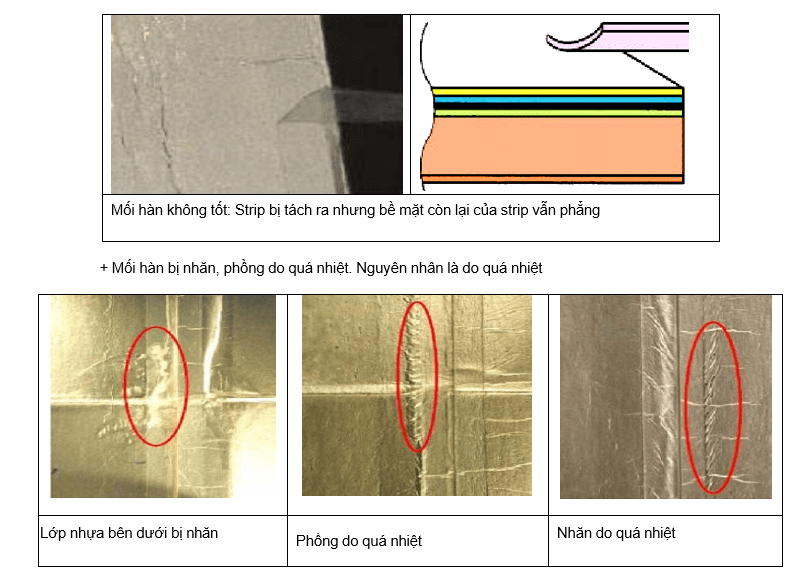
Kiểm tra mối hàn strip bằng cách kéo nhẹ và từ từ strip ra khỏi mối hàn theo phương ngang một góc 900, với một lực đều đặn theo như hình bên dưới.
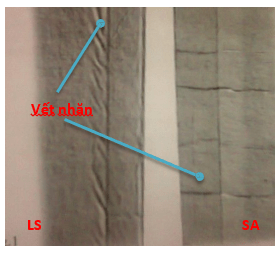
Chú ý: mối hàn là tới hạn nến có nhiều đường nhăn xuất hiện dọc theo LS hoặc vuông góc với SA. Trong trường hợp này nguyên nhân là do nhiệt độ mối hàn gần đạt tới giá trị cao nhất
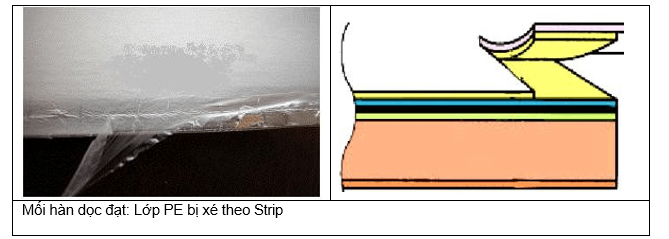
Mối ghép được chấp nhận khi: Mối hàn là tốt nếu strip bị bóc ra kèm theo lớp PE
Mối hàn đạt nếu một trong hai lớp bên trong bị tách theo strip, để lại rãnh dọc theo mối hàn.
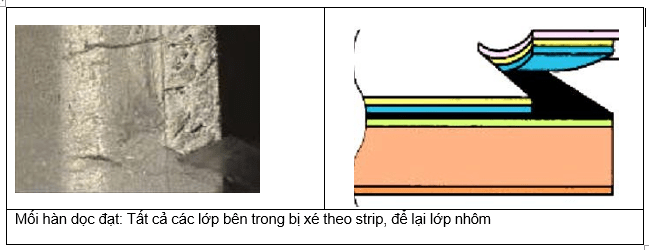
Mối hàn là đạt nếu cả hai lớp PE bên trong bị tách theo khi xé strip để lại lớp nhôm và bề mặt của lớp nhôm bị phồng lên.
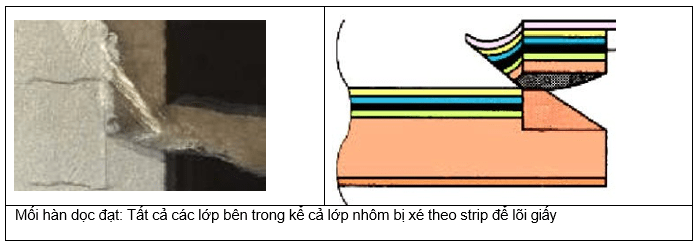
Cả lớp PE và lớp nhôm cũng bị tách theo strip khi xé strip.
Mối ghép không được chấp nhận khi:
Strip bị tách khỏi mối hàn mà không làm bong (rách) lớp PE bên dưới. Nguyên nhân có thể là do nhiệt độ mối hàn quá thấp.
Mối hàn bị nhăn, phồng do quá nhiệt. Nguyên nhân là do quá nhiệt
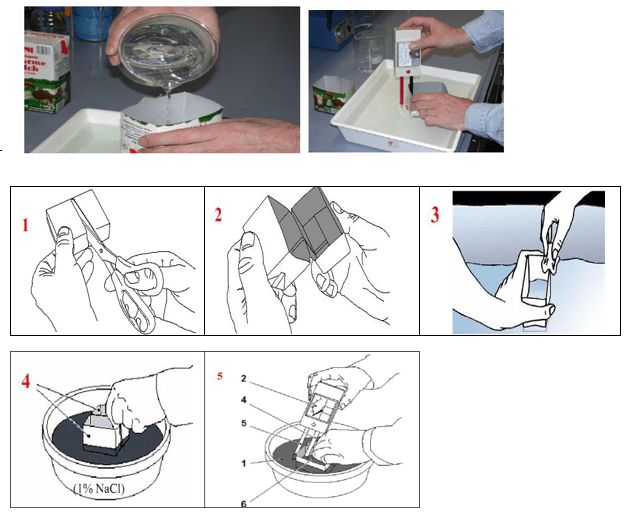
10.Kiểm tra độ kín của mối hàng dọc (LS) phương pháp thẩm thấu/LS Integrity checking by osmosensivity detection method
Mực đỏ là dung dịch có sức cằng bề mặt thấp nên dễ dàng xuyên thấu vào các ống mao dẫn nhỏ tạo nên bỡi các rò rỉ
Cắt ngang mối hàn dọc ở một đầu hộp.
Dùng kim tiêm hút mực đỏ và chích vào chổ chồng mí phía dưới strip. Đường mực phải thành tia nhỏ từ trên xuống dưới. Nếu mực không bị lem ra ngoài, hoặc chảy theo các nép nhăn thì đạt
Dùng kéo loại lớn cắt 3 mặt hộp cần kiểm ở vị trí giữa hộp, chừa lại một mặt.
Gấp đôi hộp theo mặt còn lại
Lau sạch mặt bên trong và ngoài hộp
Cho vào hai nửa hộp một ít dung dịch 1% NaCl (chú ý không làm ướt thành hộp), và ngâm hai nửa hộp ngập trong chậu cũng đựng dung dịch 1% NaCl.
Dùng điện kế đo độ dẫn, một điện cực đặt trong hộp, điện cực kia đặt bên ngoài hộp, trong dung dịch 1% NaCl. Nếu kim điện kế vẫn chỉ về 0: bao bì đạt, nếu kim điện kế lệch khỏi vị trí 0: không đạt
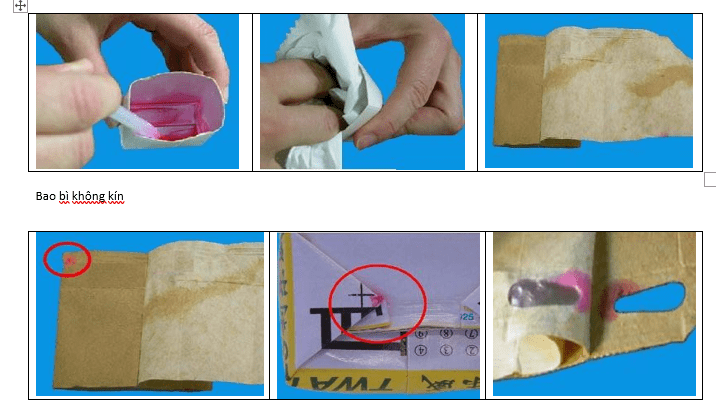
11.Kiểm tra độ kín bao bì bằng cách tẩm mực/Package integrity checking by ink soaking
Tiến hành kiểm tra theo trình tự sau đây:
- Cắt đôi hộp
- Dùng kim tẩm mực lên mặt bên trong của hai nửa hộp, chú ý các góc và các mối hàn, nếp gấp
- Để một thời gian, sau đó dùng giấy lau sạch mực
- Quan sát bên ngoài hộp xem có vết mực thấm ra hay không. Sau đó lột từng lớp của bao bì. Quan sát vết mực và đánh giá theo bảng tương quan sau.
BẢNG TUƠNG QUAN ĐÁNH GIÁ ĐỘ KÍN HỘP VÀ NGUY CƠ GÂY NHIỄM
Package integrity Evaluation table
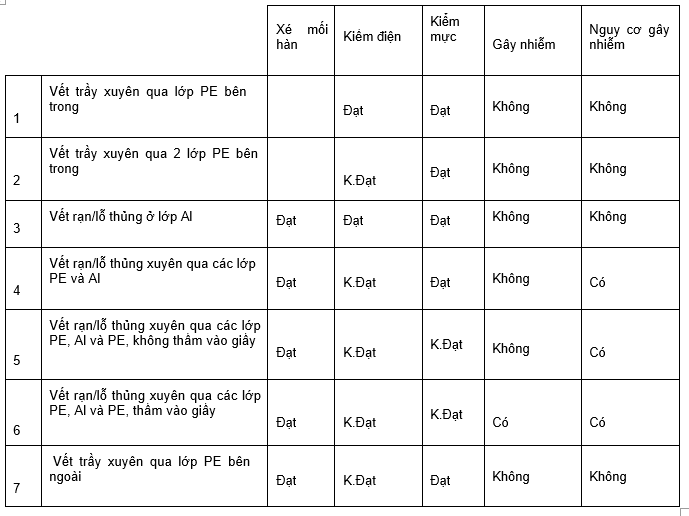
(Tài liệu tham khảo của Tetra Pak)